鋼材表面拋丸除銹用高碳鑄鋼丸的磨損失效原理
鋼材表面拋 (噴 )丸除銹 ,其除銹效果與鋼丸的磨損失效有關 ,過去對其重視不夠 。為此 ,采用歐文 壽命試驗機模擬實際拋 (噴 )丸清理過程 ,采用 100%替代法測定二次淬火 +回火后的高碳鑄鋼丸的歐文壽 命 ,以 500次循環為 1個周期 ,測量每周期的質量損耗量及磨損形貌 ,計算比例 ,直至累計循環達到歐文循環 壽命的次數 。用掃描電鏡觀察分析鋼丸磨損失效的形式 ,用質量比表征磨損形式比例 ,并分析磨損失效過程 。 結果表明 :鋼丸的磨損失效屬于沖擊磨損 ,磨損失效形式主要包括表層剝落和心部脫落 ,循環 500次內以表層 剝落為主 , 1 000次以上心部脫落逐漸加強 ,直至約 3 000次時全部破碎 ;鋼丸的磨損失效過程為低周次時破碎 率較低 ,出現表層剝落 ,高周次時破碎率較高 ,出現心部脫落 ,進而引起粒度的降低和損耗量的增加 。
0?前 言
對鋼材實施拋?(噴?)丸處理?,能最大限度地去除其表面的銹跡 。過去?,多重視拋?(噴?)丸設備及清理效果?,?忽視了對鋼丸自身磨損過程的研究?,因而其清理效果 往往不盡人意。清理效果除了直接與鋼丸自身的質 量,如成分、硬度、粒度和密度等有關外,還與其歐 文壽命和磨損過程有關 。為此?,本工作用歐文壽命試 驗機模擬拋?(噴?)丸清理設備?,用?100%替代法測定高 碳鑄鋼丸的歐文壽命?,并觀察其磨損失效形式?,分析 討論磨損失效的過程?,為提高鋼丸的品質做了前期基 礎工作 。
1?試 驗
1. 1?試樣的選用
選用離心霧化成型的鑄態高碳鑄鋼丸?(簡稱鋼 丸),化學成分?(質量分數):0. 930%C,0. 640%Si, 0. 650%Mn,0. 019%S,0. 044%P,余量為?Fe。鋼丸經?840?°C二次淬火?, 550?°C回火后?,取無異形、裂紋、氣孔和收縮缺陷的顆粒作為試樣,其主要性能參數見表表?1?。

1.2 測試方法
選取?20 g鋼丸試樣?,用歐文壽命試驗機模擬鋼丸 清理過程?,拋射速度為?61 m / s, 100%替代法測試其歐 文壽命為?2 995次。假設?3 000次時鋼丸已完全消耗?,?則循環次數最大為?2 500?次?,從?500?次開始?,每隔?500?次為?1個周期?,得到?5組磨損樣品。用?40目篩篩分每 周期磨損后的鋼丸?,去除細小粉末?,用?JSM?26700F型掃 描電子顯微鏡?(?SEM?)觀察形貌?,分析磨損失效形式?,在10倍放大鏡下觀察各磨損失效形式的比例?(質量比?)?,?用?HP SJ8250型掃描儀記錄鋼丸粒度和形貌的變化。
2?結果與分析
2. 1磨損失效形貌
對?5組磨損樣品用掃描電鏡觀察后發現:在不同 循環次數下?,鋼丸樣品的磨損失效形式可歸納為表層 剝落和心部脫落?2大類?,屬于沖擊磨損?,具有不同的磨 損形貌和產生機理?,導致不同的磨損速度 。
2. 1. 1?表層剝落
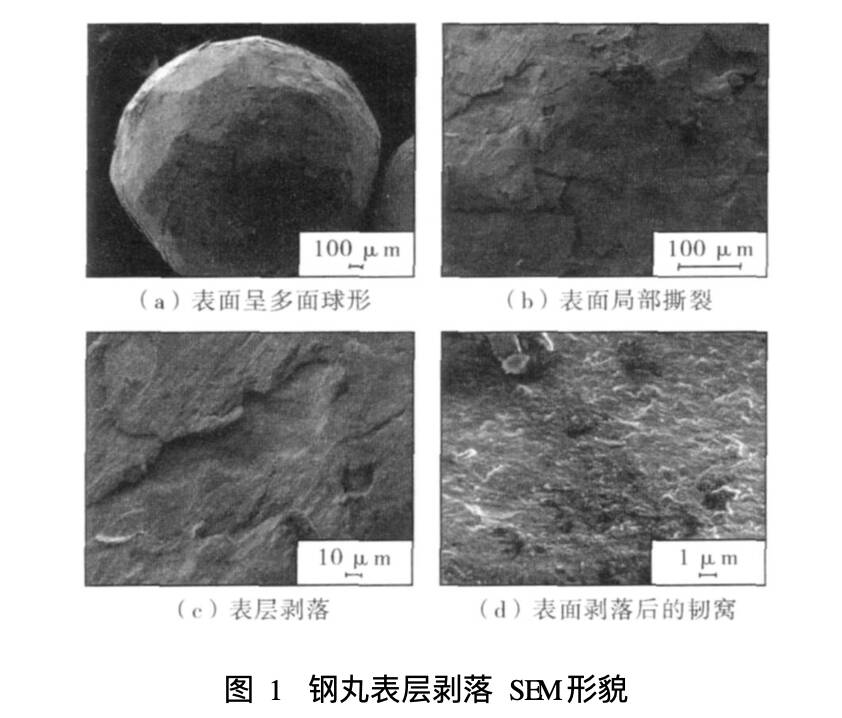
鋼丸磨損樣品呈多面球形?,其磨損失效形式為表層剝落?(見圖?1a)。鋼丸在歐文壽命機內循環被高速拋到硬靶(硬度?>63HRC)上,其動能除轉化為熱量外,?大部分被鋼丸自身及碰撞的靶表面層所吸收?,引起鋼 丸球面的局部塑性變形并形成?1個“小平面 ”結構?,此 處為壓應力,每次拋打都會隨機出現?1個不同的小平 面?,使鋼丸呈多面球形。表層位錯滑移形變發生加 工硬化?,引起鋼丸表面硬度和強度提高,塑性和沖擊 韌性降低 。兩側小平面所受壓應力方向和大小不同?,?小平面交界處呈現拉應力。當拉應力大于抗拉強度或 剪切強度時?,表層出現橫向裂紋?,局部表層撕裂而翹起(見圖?1b)。多次拋打沖擊后,裂紋繼續橫向擴展并相 互貫通?,發生表層剝落?(見圖?1c)。從圖?1d可以看 出?,斷裂韌窩比較平整?,說明裂紋橫向擴展并導致受力 表面與基體發生撕裂?,表層的剝落是低周次疲勞韌性 斷裂。
2. 1. 2?心部脫落
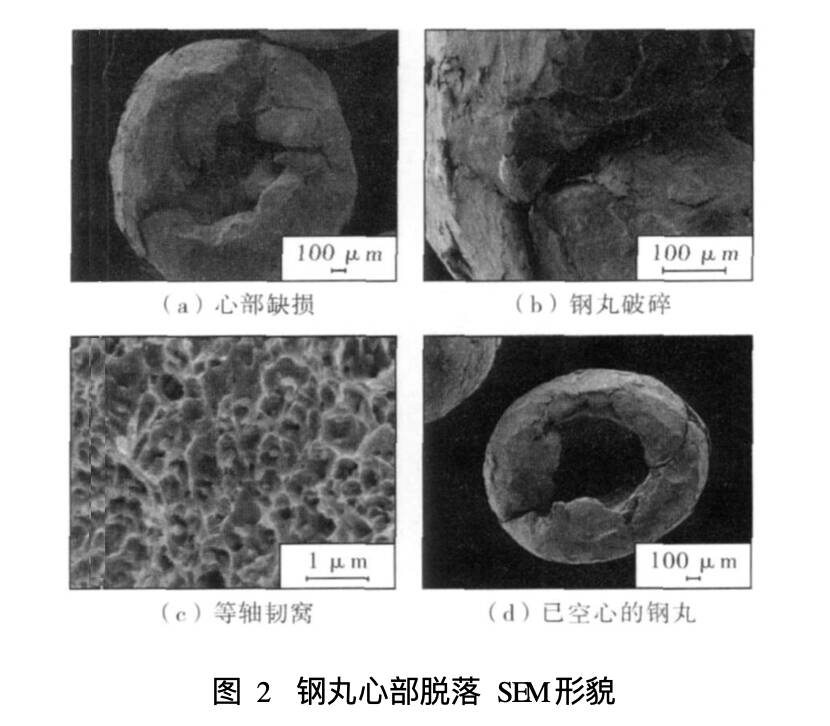
鋼丸磨損樣品中有的心部缺損或呈半狀的碎粒?,其磨損失效形式為心部脫落?(見圖?2a)。鋼丸雖經回火 熱處理?,硬度降低?,沖擊韌性提高?,但仍然會因造粒霧 化成丸急冷凝固時心部發生碳析反應?,在高溫下析出?C O ,?形 成 嚴 重 氣 孔 、疏 松 、夾 雜 物 等 缺 陷?,?使 組 織 致 密 性 降低??。當鋼丸受力時?,韌性比較好的表層部分發生 剝落?,受到表層形變的影響?,心部會產生裂紋?,且極易 沿心部缺陷縱向擴展?,使心部逐漸松動?,當裂紋擴展至 表層?,且表層所受交變負荷超過材料疲勞極限時?,表層 將發生破裂而引起鋼丸破碎?(見圖?2b)。圖?2c為圖?2b?中表層端口處的等軸韌窩形貌?,可見表層為裂紋縱向 擴展引起的韌性斷裂 。松動的心部會沿破碎處呈塊狀 脫落?,形成?1個空心鋼丸?(見圖?2d)?,脫落后碎粒的外表 面會再次發生表層剝落 。
2. 2?磨損前后粒度及形貌變化
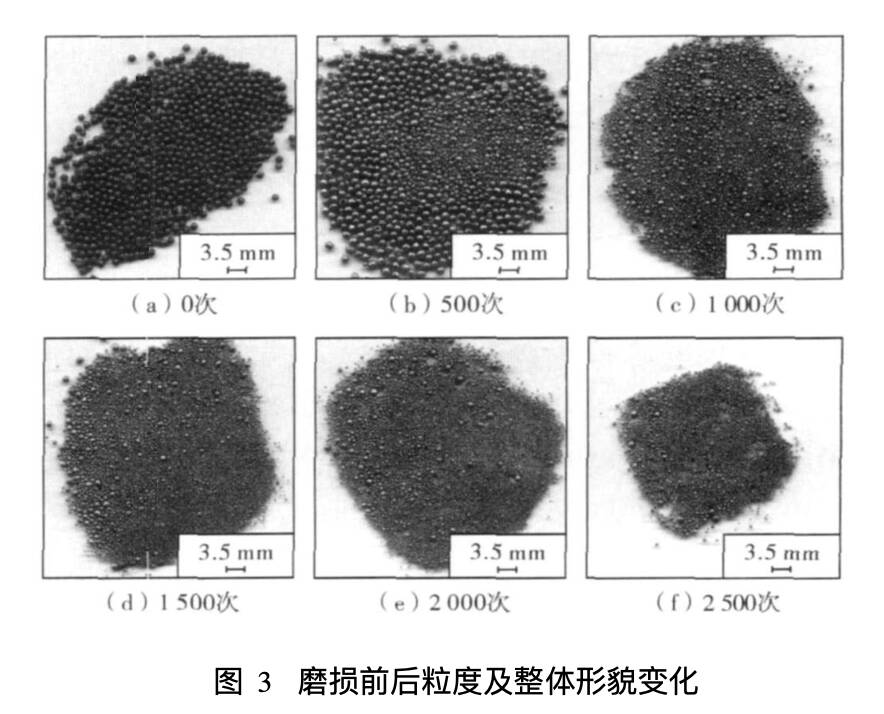
鋼丸以一定動能拋?(噴?)到歐文壽命機的硬靶上?,最 明顯的變化是平均粒度的減小。圖?3是掃描儀記錄的 磨損過程中鋼丸粒度及形貌的變化圖 。從圖中可以看 出?,磨損前鋼丸呈均勻的球形?,平均粒度為?1. 7 mm;經過500次循環后?,約有?40%顆粒破碎并產生塊狀顆粒及更 小的碎粒粉?,發生心部脫落?,但大部分顆粒呈多面球形?,?發生表層剝落?,平均粒度降低幅度不大?;循環次數增加到1 000次時?,只有約?20%的顆粒呈多面球形?,粒度大于?1. 0mm ,大部分顆粒粒度小于?0. 5 mm ,降幅明顯?,顯然是表 層剝落的顆粒破碎?,引起了心部脫落?;當循環次數增加到?2 500次時只有約?1%的顆粒呈球形?,其粒度在?0. 5 mm以下?,說明心部脫落引起了粒度的大幅度降低 。
2. 3?磨損失效形式比例及損耗量比例?
設鋼丸磨損前的原始質量為?m?t?,磨損各階段的損耗量為?mm l?,表層剝落顆粒質量為?m?s?,心部脫落顆粒質 量為?mc?,用?ms?/mt?和?mc?/mt?分別表征相同循環次數下?2種磨損失效形式的比例。圖?4為?2種磨損失效形式 比例和損耗量比例與循環次數的關系。可見?, 2種磨損 形式的比例均呈現先增加后降低的趨勢?,但其峰值出 現的位置不一樣?,?m?s?/m?t?在?500次循環時達到峰值?,而?mc?/mt在1000次才達到峰值,即在較低循環次數時以 表層剝落為主?,隨循環次數增加?,心部脫落比例增加?,?占主導地位。500次之內?,ms?/mt?和?mc?/mt?均呈上升趨 勢?,是由于新鋼丸在低周次循環時不斷發生表層剝落?,?其中只有小部分發生表層剝落的鋼丸所受應力超過低 周疲勞極限而發生心部脫落;在?500~1 000次內循環 時?,ms?/mt?驟然下降?,mc?/mt?上升且占主導地位?,說明大 部分表層剝落的顆粒已經發展為心部脫落?,發生心部 脫落的顆粒數量相對增加?; 1 000?~2 500次循環時?,?ms?/mt和?mc?/mt?均下降?,但?mc?/mt?占主導?,說明此階段 不但表層剝落的顆粒不斷發生心部脫落?,而且心部脫 落的顆粒也明顯地破碎損耗?,但?m?c?/m?t?下降的幅度要 明顯大于?m?s?/m?t?,說明心部脫落引起了較高的破碎率 。
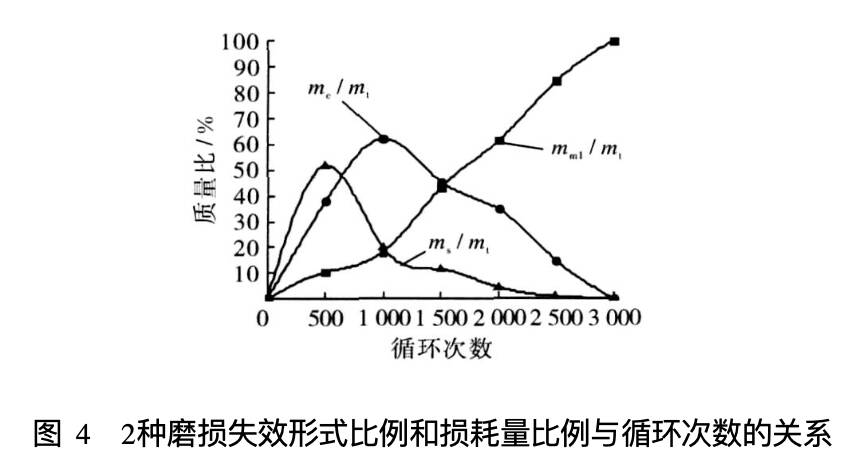
損耗量包括歐文壽命機內被除塵袋除去的小于 0. 300 mm 的碎屑和磨損后通過 0. 425 mm 篩孔篩下的 碎粒 。圖 4中的損耗量比例曲線顯示了損耗量與循環 次數的關系 ,呈逐漸上升的類拋物線狀 ,損耗量隨循環 次數的增加而不斷增加 , 500次和 1 000次時損耗量占 原始總量的 10. 5%和 18. 1%,而 1 500次時達到 43. 1%,2 000次和 2 500次后分別達到 61. 1%和 84. 2%;曲線的斜率代表了磨損速率 ,可見 1 000次以 前磨損較慢 , 1 500次以后磨損速度加快 ,這也說明在 較低周次 m s /m t 占主導地位時 ,引起的損耗量較小 ,而
在較高周次mc /mt占主導地位時,引起的損耗量大。 由上可知 ,鋼丸的磨損失效屬于沖擊磨損 ,循環初 期表現為表層剝落 ,隨著循環次數的增加 ,鋼丸所受應 力累加 ,超過其低周疲勞極限時 ,發生破碎 ,產生心部 脫落 ,從而引起了粒度明顯降低和損耗量明顯增加 ,直至大部分表層剝落轉變為心部脫落 。高品質的鋼丸磨 損失效形式應以表層剝落為主 。
3 結 論
(1)經二次淬火?+回火處理的高碳鑄鋼丸,其拋?(噴?)丸產生沖擊磨損?,磨損失效形式包括表層剝落和心部脫落 。
(2)用?100%替代法測得鋼丸樣品的歐文壽命為2 995次?;隨循環次數的增加?,平均粒度逐漸降低?,損耗 量明顯增加?, 0~500次循環磨損較慢?, 1 000~1 500次 循環磨損速度較快 。
(3)鋼丸的磨損失效過程為低周次時破碎率較低 , 出現表層剝落 ,隨著循環次數增加 ,所受應力累加 ,當 其超過低周疲勞極限時 ,表面剝落的顆粒逐漸發展為 破碎率較高的心部脫落顆粒 ,直至鋼丸失效 。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.syzsxby.com/2122/
 微信聯系咨詢
微信聯系咨詢 