江蘇板簧拋丸清理機(jī)和板簧應(yīng)力拋丸強(qiáng)化生產(chǎn)線的設(shè)計(jì)生產(chǎn)銷售廠家,關(guān)于汽車板簧拋丸強(qiáng)化生產(chǎn)線研發(fā)的說(shuō)明,分析拋丸表面強(qiáng)化工藝、應(yīng)力拋丸的原理和應(yīng)用,為客戶提供最佳的板簧拋丸生產(chǎn)線技術(shù)。
板簧是汽車上的重要部件,其壽命和可靠性直 接影響汽車性能。 目前板簧生產(chǎn)工藝中已普遍采用 拋丸強(qiáng)化工藝。板簧拋丸強(qiáng)化工藝是利用高速運(yùn)動(dòng) 的彈丸流對(duì)板簧表面強(qiáng)力沖擊而使表面產(chǎn)生循環(huán)塑 性應(yīng)變層 ,由此導(dǎo)致金屬表層的顯微組織發(fā)生有利 的變化并 使表層 引入殘 余壓應(yīng) 力場(chǎng) 。表 層 的顯微組 織和殘余壓應(yīng)力場(chǎng)是提高板簧的抗疲勞斷裂和應(yīng)力 腐蝕斷裂抗力的兩個(gè)強(qiáng)化因素,可以提高彈簧的可 靠性和耐久性 。拋丸后的板簧壽命可以提高數(shù)倍 。
汽車板簧的拋丸強(qiáng)化工藝一般有兩種方式 :一是自由拋丸,即板簧在受拋丸的過(guò)程中,處于自由狀態(tài);二是應(yīng)力拋丸,即將板簧在拋丸前預(yù)先加壓,并保持在加壓狀態(tài)下拋丸,拋丸后再將板簧從加壓狀態(tài)釋放,使得板簧受拋面得到更大的表面壓應(yīng)力。對(duì)于拋丸強(qiáng)化程度要求不高的板簧,通常采用 自由拋丸。而近年來(lái) ,隨著對(duì)汽車質(zhì)量要求的提高,許多車型(如高級(jí)大客車的少片簧 、重載車的變截面簧等 )
對(duì)板簧拋丸的表面后壓應(yīng)力提出了更高的要求,自由拋丸已不能滿足要求,應(yīng)力拋丸是一種較為理想?的方式。
由于汽車板簧生產(chǎn)效率要求較高,所以對(duì)應(yīng)力 拋丸強(qiáng)化工序要求連續(xù)生產(chǎn),因此對(duì)應(yīng)力拋丸強(qiáng)化 設(shè)備的自動(dòng)化和可靠性要求比較高。之前國(guó)內(nèi)此類生產(chǎn)線依靠進(jìn) 口,國(guó)內(nèi)拋丸設(shè)備生產(chǎn)企業(yè)僅可以研 制拋丸機(jī)部分,不能組成自動(dòng)生產(chǎn)線。基于此,研發(fā) 了應(yīng)力拋丸強(qiáng)化生產(chǎn)線,此項(xiàng)研發(fā)填補(bǔ)了國(guó)內(nèi)空白。
1 生產(chǎn)線技術(shù)要求
1.1 設(shè) 計(jì) 要 求
拋 丸 弧 高 值 : >I 0 .3 5 C ;
生 產(chǎn) 線 生 產(chǎn) 率 :180件 /h。
1.2 工藝和電氣控制要求
1.2.1 工 藝 要 求
人工或機(jī)械將需拋丸強(qiáng)化的工件(板簧 )放到位 于返回輥道上料工位的工裝上,工裝與工件通過(guò)加 壓機(jī)上的加壓油缸將工件壓成彎曲狀,撥叉架構(gòu)將 工件固定于工裝上。上料橫移輥道將工件送到上料輥道上,然后進(jìn)入拋丸機(jī)對(duì)板簧進(jìn)行拋丸強(qiáng)化。
拋丸強(qiáng)化后的工件與工裝一起由卸料橫移輥道輸送到卸料加壓機(jī)中,在該加壓機(jī)中將工件與工裝分離,人工取出強(qiáng)化完的工件,而空工裝則由返回輥道送到上料壓機(jī),準(zhǔn)備下一個(gè)工作循環(huán)。
1.2.2控制要求
采用PLC及人機(jī)界面組成工業(yè)計(jì)算機(jī)系統(tǒng)。分自動(dòng)與手動(dòng)兩種控制方式,以自動(dòng)為主,應(yīng)力拋丸強(qiáng)化時(shí)應(yīng)為自動(dòng)。應(yīng)可模擬顯示生產(chǎn)線工作過(guò)程,準(zhǔn)確及時(shí)顯示并記錄生產(chǎn)線各個(gè)部位發(fā)生的故障,便于運(yùn)行監(jiān)控和檢修。板簧下壓深度調(diào)整由位移傳感器控制,控制精度應(yīng)達(dá)到0.5%。為保證工作流暢,應(yīng)在上料和卸料壓力機(jī)部位加上手動(dòng)控制部分,目的是上料和卸料壓力機(jī)在工作時(shí),如發(fā)生小故障可用手動(dòng)來(lái)加以解決,解決后返回自動(dòng)狀態(tài),不至于影響全線的工作狀態(tài)。
2 生產(chǎn)線的開(kāi)發(fā)
2.1 技術(shù)關(guān)鍵及解決方案
為解決重復(fù)定位精度,加壓機(jī)油缸安裝有位移 傳感器,加壓過(guò)程中,位于板簧兩端耳部的兩油缸活 塞伸縮行程 自動(dòng)精確控制 ,確保重復(fù)定位精度達(dá)到?0.01m m 。專用板簧夾具結(jié)構(gòu)設(shè)計(jì)成可伸縮式,確保滿足 自動(dòng)夾緊、松開(kāi)的要求 ,并可滿足不同規(guī)格板簧的夾緊要求 (如 圖 1)。

程序軟件開(kāi)發(fā)采用組態(tài)王等軟件二次開(kāi)發(fā) ,保證計(jì)算機(jī) 自動(dòng)控制整機(jī)運(yùn)行過(guò)程達(dá)到適用 、可靠 、穩(wěn)?定 、迅 捷 的 要 求 。
因生產(chǎn)線結(jié)構(gòu)復(fù)雜 、運(yùn)行要求可靠性高 ,所 以設(shè)計(jì)過(guò)程圖中采用了三維設(shè)計(jì)軟件進(jìn)行機(jī)構(gòu)和結(jié)構(gòu)設(shè)計(jì),在設(shè)計(jì)階段進(jìn)行模擬裝配驗(yàn)證,有效地減少了結(jié)構(gòu)干涉和尺寸設(shè)計(jì)錯(cuò)誤 。圖 2為用三維設(shè)計(jì) 軟件設(shè)計(jì)的壓力機(jī)三維裝配圖。
2.2 生產(chǎn)線結(jié)構(gòu)和運(yùn)行
2 .2 .1 主 要 組 成
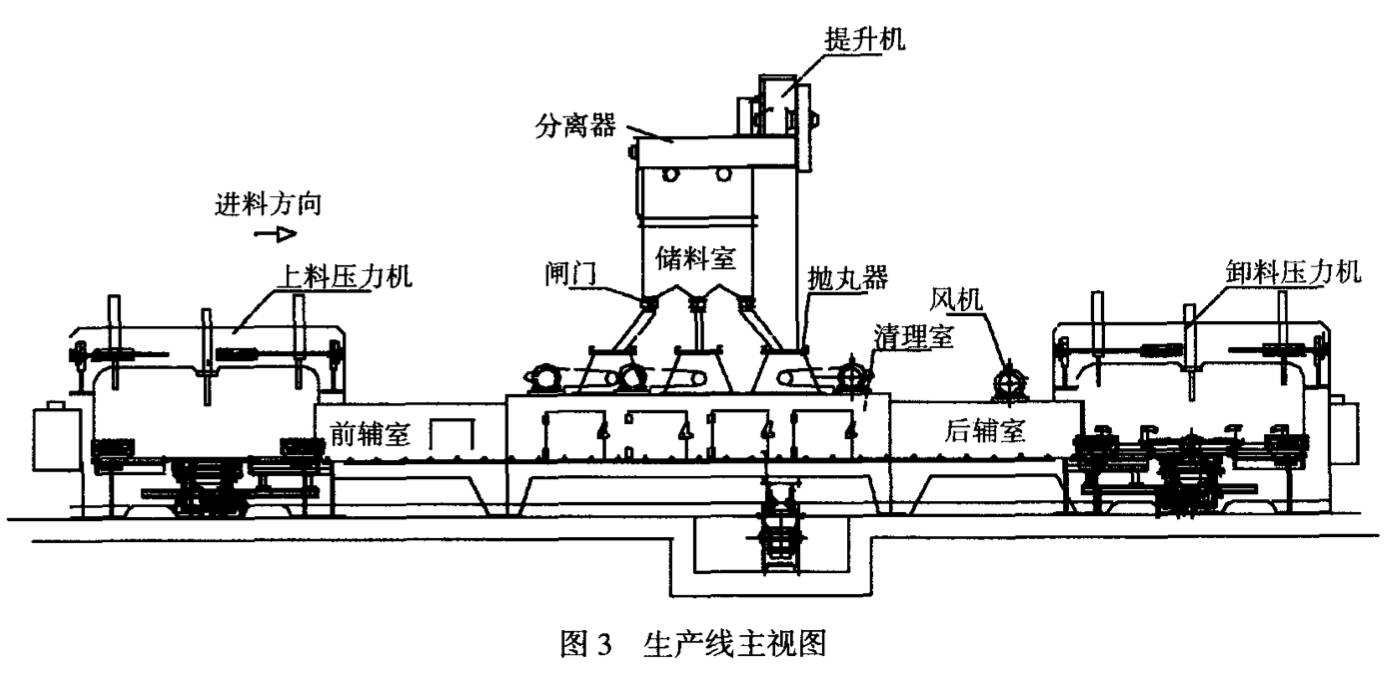
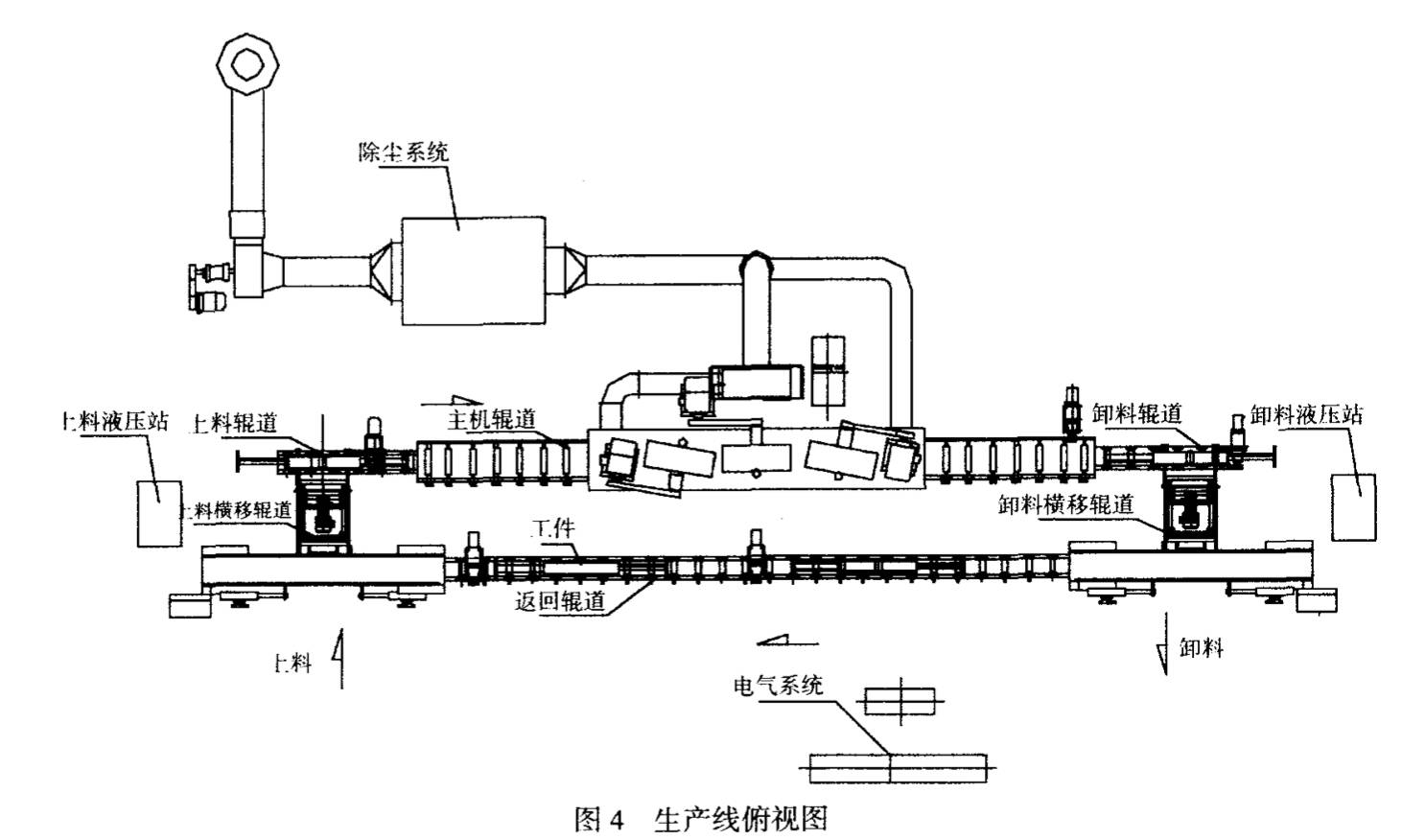
應(yīng)力拋丸強(qiáng)化生產(chǎn)線主要由拋丸室、前后輔室、主 機(jī) 輥 道 、上 料 輥 道 、卸 料 輥 道 、返 回 輥 道 、上 料 壓 機(jī)、卸料壓機(jī)、上卸料輥道、上卸料橫移輥道、拋丸 器 、彈丸循環(huán)系統(tǒng) 、液壓系統(tǒng) 、氣動(dòng)系統(tǒng) 、除塵系統(tǒng) 、 電氣控制系統(tǒng)等幾部分組成(見(jiàn)圖 3及圖 4)。
2.2.2 生產(chǎn)線運(yùn)行概述
2.2.2.1 主機(jī)(拋丸強(qiáng)化 )部分 主機(jī)部分控
制 著 分 離 器 、提 升 機(jī) 、左 右 螺 旋 輸 送?器 、拋 丸 器 、閘 門(mén) 、?上 料 輥 道 、卸 料 輥?道 、 主 機(jī) 輥 道 、返回 輥 道 等 部 分 。操 作 臺(tái) 安 裝 有 MP1 人 機(jī) 界 面 ,將 工 況 選 擇旋鈕旋 至手 動(dòng) 位 置 ,設(shè) 備 處 于 手 動(dòng)位置 。此時(shí)主 機(jī) 為 調(diào) 整 狀 態(tài) ,控制部分由人機(jī)界面擔(dān)當(dāng),可以減少按鈕數(shù)量。
打開(kāi)人機(jī)界面翻至控制界面,按動(dòng)相應(yīng)按鈕 ,啟 動(dòng)主機(jī)相應(yīng)部位。顯示主機(jī)相應(yīng)部位的運(yùn)行狀況。
人機(jī)界面在控制系統(tǒng) 中主要有三個(gè)方面功能 : 1人機(jī)界面在主機(jī)手動(dòng)工作時(shí)可以進(jìn)行主機(jī)各個(gè)系 統(tǒng)的手動(dòng)操作 ,如提升機(jī) 、分離器、螺旋輸送器 、拋丸 器 、閘門(mén)、主機(jī)輥道 、上卸料輥道 、返 回輥道 ;2人機(jī) 界面可以直觀地反映設(shè)備的各個(gè)部位所發(fā)生的故 障,并顯示故障的部位名稱,可以在不同的界面用走 馬燈字幕顯示;3人機(jī)界面可以在生產(chǎn)線流程圖中顯示工件到達(dá)的具體位置,以便更好地反映設(shè)備的運(yùn)行狀況。
當(dāng) 設(shè) 備 手 動(dòng) 控 制 部 分 全 部 啟 動(dòng) 后 , 將 工 況 選 擇旋鈕旋至自動(dòng)位置,按動(dòng)自動(dòng)按鈕,主機(jī)可順序啟動(dòng) 。
2.2.2.2 上料壓力機(jī)部分
上料壓力機(jī)系統(tǒng)安裝有按鈕控制盒 ,分手動(dòng)和 自動(dòng)兩種工作狀態(tài)。上料壓力機(jī)所要控制的動(dòng)作 比 較多 ,包括壓力機(jī)上的安全 門(mén)升降 、主軸升降、兩側(cè) 軸升降、壓力機(jī)內(nèi)輥道升降和運(yùn)行 、上料輥道升降和運(yùn)行、工件裝卸。尤其是工件裝卸比較復(fù)雜,工件動(dòng) 作沿 四方形路線做 前進(jìn)一橫移一后退一后退 (起 點(diǎn) )。由于很多信 號(hào) 是 起 點(diǎn) 終 點(diǎn) 重 復(fù) 使 用 ,信 號(hào) 干 擾 問(wèn)題 十分突 出。在程 序設(shè)計(jì) 時(shí)進(jìn)行 了特殊處理 ,克 服信號(hào)干擾,?手動(dòng)只是在調(diào)整及設(shè)備故障時(shí)應(yīng)急使用,不能作為正常工作時(shí)使用。如果使用手動(dòng)功能會(huì)嚴(yán)重影 響工件清理效率。
壓力機(jī)兩側(cè)軸運(yùn)行距離由位移傳感器調(diào)整。調(diào) 整時(shí)將設(shè)置按到所需調(diào)整的傳感器上,旋動(dòng)調(diào)整旋 鈕,將左右軸調(diào)至所需位置,鎖定旋鈕 即可。調(diào)整精?度 可 達(dá) 到 0 .5 % 。
2.2.2.3 生產(chǎn)線全自動(dòng)運(yùn)行
?自動(dòng)操作時(shí)關(guān)鍵是六個(gè)T位信號(hào)的準(zhǔn)確返回,尤以上料壓力機(jī)工位、卸料輥道工位、卸料壓力機(jī)工?位最為重要。 上料壓力機(jī)工位到位后上料壓力機(jī)可以工作 ,并使卸料壓力機(jī)內(nèi)輥道不能升起 ,卸完料的 工裝不能送 。卸料輥道工位到位后卸料安全門(mén)降?下 ,卸 料 輥 道 停 止工作 ,卸 料 橫 移 升 起 ,將 工 件 送 至?卸料壓力機(jī)T_位。卸料壓力機(jī)工位到位后卸料壓力?機(jī)工作將一廠件卸下。工件離開(kāi)卸料壓力機(jī)工位到達(dá) 卸料工位 ,卸料輥道恢 復(fù)工作 。如果卸 料輥道工 位不 能復(fù)位,此時(shí)主機(jī)輥道運(yùn)行將自動(dòng)停止,以免工件撞?車。待卸料輥 道工位 復(fù)位后 主機(jī)輥道 自動(dòng)運(yùn)行 。
2.2.2.4 自由拋丸設(shè)置
為充分發(fā)揮設(shè)備的使用性能 ,該生產(chǎn)線增加 了 自 由 拋 丸工況 ,工件 不 需 要 上 卸 料 壓 力 機(jī) 的 工 作 ,只需要 件通過(guò)拋 丸機(jī)后 直接完 成工件 強(qiáng)化過(guò) 程
2.2.2.5 系統(tǒng)運(yùn)行安全設(shè)置
該系統(tǒng)上、卸料壓力機(jī)必須有工件在且安全門(mén)關(guān) 到位后才 能工作 。上料壓 力機(jī)有工件 時(shí) ,卸料 壓力 機(jī)不能將工裝送出。卸料輥道工位有工件 ,卸料壓力 機(jī)也有工件時(shí) ,卸料安全門(mén)不能下降 ,待卸料壓力機(jī) 工件送出至卸料工位 ,卸料壓力機(jī) 內(nèi)輥道降到位后, 卸料輥道工位的工件才能送至卸料壓力機(jī)工位。卸 料輥道工位與卸料壓力機(jī)工位、卸料輥道工位與工 件出到位這兩組工位組合中有任意一組同時(shí)有工件 則主機(jī)輥道運(yùn)行停止。
2.2.3 電氣控制系統(tǒng)
設(shè)備主回路采用 3~380V、50Hz供電,控制回路采 用 由 控 制 變 壓 器 輸 出 的 單 相 220V 供 電 。工 件 清 理 過(guò) 程 由 PLC 與 MP1組 成 的 計(jì) 算 機(jī) 系 統(tǒng) 控 制 。 PLC 采 用 了 日本 歐 姆 龍 公 司 的 CQM ]H一51,MP1人 機(jī) 界 面 采用 了臺(tái)灣維倫公司的產(chǎn)品。常規(guī)低壓電氣器件采 用了TCL公司生產(chǎn)的系列產(chǎn)品。
控制系統(tǒng)分為上料系統(tǒng) 、卸料系統(tǒng) 、主機(jī)系統(tǒng)三?大部分。三部分均可手動(dòng)與自動(dòng)控制,并自成系統(tǒng), 互不干涉。這主要是考慮到各個(gè)部分 自動(dòng)失靈時(shí)系 統(tǒng)仍能工作。上料系統(tǒng)與卸料系統(tǒng)各有單獨(dú)控制箱, 主機(jī) 由操作 臺(tái)控制電氣系統(tǒng)主要 由上料壓力機(jī)控制 、卸料壓力機(jī) 控 制 、主 機(jī) 控 制 、液 壓 系 統(tǒng) 控 制 、吹 丸 風(fēng) 機(jī) 控 制 、除 塵 系統(tǒng)控制等部分組成。考慮到盡可能減少 PLC控制 點(diǎn)數(shù),液壓、吹丸風(fēng)機(jī)、除塵系統(tǒng)這三部分采用手動(dòng) 控 制 ,但 是 它 們 啟 動(dòng) 后 各 有 回 傳 信 號(hào) 進(jìn) 入 P L C 。 上 料 壓力機(jī) 、卸料壓力機(jī) 、主機(jī)控制是應(yīng)力拋丸清理機(jī)的主要部分 。
2.3 研制中出現(xiàn)的問(wèn)題及解決措施
為提高生產(chǎn)率 ,在橫移輥道上各增加 了兩個(gè)工 裝,但是在橫移輥道上同時(shí)有三個(gè)工裝的情況下如 何保證位置成為一個(gè)難點(diǎn)。如果控制不當(dāng)或工裝撞 在一起 ,或工裝不能準(zhǔn)確進(jìn)入下一個(gè)位置 ,就會(huì)使全 線無(wú)法正常工作。經(jīng)過(guò)多次試驗(yàn)后 ,確定由橫移下降信號(hào)隨機(jī)定位 ,橫移輥道上 的工裝 ,無(wú)須定位控制 , 因而解決了這一難題 。
在調(diào)試過(guò)程 中發(fā)現(xiàn) ,壓力機(jī)兩側(cè)軸下壓到位 同 時(shí)停止后偶爾有爬行現(xiàn)象,這樣就會(huì)影響板簧反彎 位置。通過(guò)試驗(yàn),采取兩軸先后運(yùn)行的方法解決了這?一?現(xiàn)象。
卸料橫移輥道上有三個(gè)工裝,它的下降信號(hào)由 卸料壓力機(jī)上的接近開(kāi)關(guān)控制。在運(yùn)行過(guò)程中,有時(shí) 工裝會(huì)發(fā)生偏移 ,三個(gè)工裝就會(huì)撞在一起 ,無(wú)法正常 工作。后來(lái)在卸料橫移輥道上加裝工裝導(dǎo)向裝置,確 保工裝準(zhǔn)確到位 。
3 結(jié)束語(yǔ)
應(yīng)力拋丸生產(chǎn)線的研制成功 ,為汽車板簧行業(yè)提供了一種先進(jìn)可靠的工藝裝備,也解決了應(yīng)力拋 丸的一些關(guān)鍵技術(shù)問(wèn)題。由于設(shè)置 了自由拋丸程序 , 不僅適合于應(yīng)力拋丸工藝,也適合于自由拋丸工藝。
該生產(chǎn)線通過(guò)用戶使用驗(yàn)證,工藝效果明顯,運(yùn)行可 靠,值得推廣。
我司專業(yè)生產(chǎn)板簧拋丸強(qiáng)化線,有案列展示,技術(shù)可靠,經(jīng)驗(yàn)豐富,歡迎了解。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.syzsxby.com/1267/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 擊這里給我發(fā)消息")