江蘇長深孔、彎曲類零件內孔噴丸強化設備制造,以及內孔噴丸代工服務廠家,長深孔、內孔噴丸強化設備設計生產經驗豐富,噴丸技術成熟可靠,可以解決各行業部件內孔、長深孔的噴丸清理、噴丸強化技術問題,歡迎有需要的客戶朋友咨詢了解。
以生產實際需求為導向,研制一套新型的柔性內孔噴丸裝置。對柔性噴嘴噴丸參數進行優化,以解決傳統的長深孔、彎曲類 零件內孔噴丸工藝存在的強度失穩、彎曲角度區域覆蓋率不高的問題,保證長深孔彎曲類零件的內壁噴丸質量。利用該裝置對內?徑?l5?mm,彎曲角度130度,孔徑比為0.01的零件內孔進行噴丸,飽和點噴丸強度為0.381?mmA,覆蓋率達到100%,滿足技術要求。
噴丸技術已廣泛應用于航空、航天、汽車、船舶等 各個領域,特別是在航空領域的飛機制造過程中,飛機 起落架的主要結構件廣泛應用了噴丸強化技術 ?圳。 噴丸是產生一個永久的內部壓縮殘余應力來阻止裂紋 的產生或發展,可顯著提高抗彎曲疲勞、抗腐蝕疲勞、 抗應力腐蝕疲勞、抗微動磨損、耐點蝕能力,是金屬材 料表面改性的有效方法。
目前國內僅限于?19mm以上的孔,及?19mm以下的簡單結構、孔徑比約為0.7的零件進行噴丸,但針對長深孔、彎曲類零件內孔噴丸技術的研究較少,對噴丸的工藝參數使用及檢測方法均未有參 照的標準,且已有標準對長深孔、彎曲類零件的噴丸也?沒有相應的規定,同時國外的一些技術標準如AMS2430、AMS—S一13165、PSl23、PCS2300等對此也沒 有相應的要求。對于孔徑比在百分之一毫米級、彎曲 類零件內孔噴丸技術,工藝方面仍然存在強度失穩、角 度覆蓋率達不到100%的問題,為了進一步擴大內孔 噴丸零件范圍,提高零件疲勞斷裂韌性和應力腐蝕斷 裂抗力,通過對內孑L噴丸工藝分析梳理總結基礎上,研 制了一套柔性內孔噴丸裝置,并對工藝及參數進行了研究。
1 柔性內孔噴丸裝置
目前對于適合長徑比在百分之一毫米級、彎曲類 零件的內孔噴丸裝備較少怫引,傳統的噴槍無法達到 噴丸要求,需要研制新型的柔性內孔噴丸裝置,以滿足小長徑比、彎曲類零件的內孔噴丸要求。
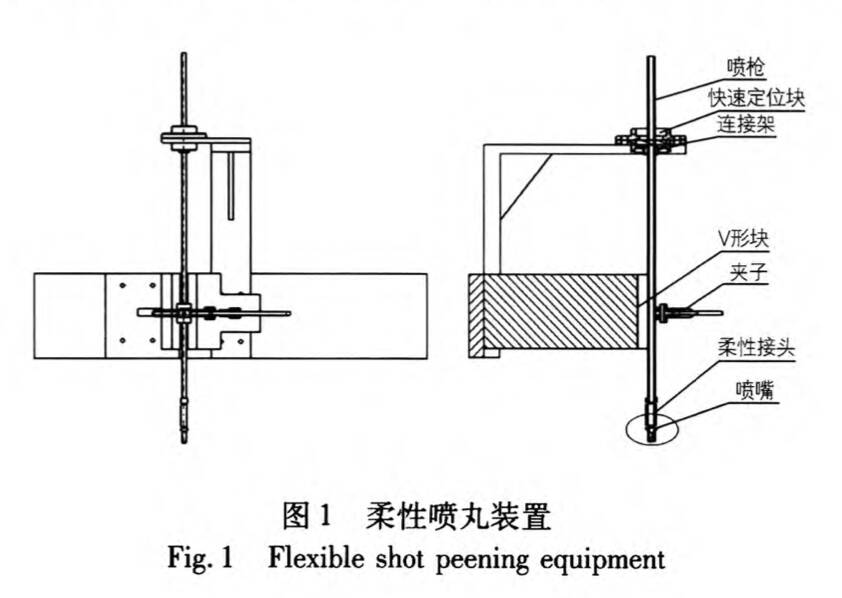
該裝置基于柔性噴嘴結構,使其能夠對彎曲管狀零件的內孔圓角進行噴丸,保證長徑比在0.01的零件 內壁進行噴丸,保證噴丸強度、噴丸覆蓋率和內腔彈丸 的排出。柔性噴丸裝置如圖1所示,主要由噴槍、快速 定位塊、連接架、V形塊、夾子、柔性接頭和噴嘴組成。 噴槍直徑為?8mm,前端與柔性接頭相連接,保證零件內孔彎曲圓角進行噴丸,柔性接頭裝有高強度噴嘴, 保證彈丸可以垂直敲打零件內壁。柔性噴丸裝置可通 過快速更換噴槍,滿足不同規格的管直徑的噴丸要求。 噴槍可通過快速定位塊進行快速的定位,保證噴丸所達到的深度。

該裝置可以有效地解決長深孔、彎曲類零件在噴 丸強化過程中存在的強度失穩、彎曲區域覆蓋率達不 到要求、及其工藝研究不完善等問題,并在航空領域內?孔噴丸中得到應用。
2 噴丸工藝及其參數研究
通過噴丸強化性能研究確定噴丸工藝參數對噴丸 強度的影響,控制噴丸強化的工藝參數來實現高噴丸 強度 ?01。該試驗選擇材料為6150高強度彈簧鋼,硬?度為50?HRC,內徑為?15 mm,外徑?22?mm,在距一?端約153 mm處彎曲角度為130。,展開直線長度約為?1100?mm的彎管進行內壁噴丸強化,強度要求介于?0.012~0.016?mmA,覆蓋率達到100%。影響噴丸強 化工藝的參數主要包括:彈丸直徑、彈丸硬度、彈丸運 動速度、噴丸壓力和彈丸流量、噴射角度、噴射時間以 及噴嘴至零件表面的距離、噴嘴結構等,對以上參數進 行工藝研究。
2.1彈丸直徑對噴丸工藝的影響
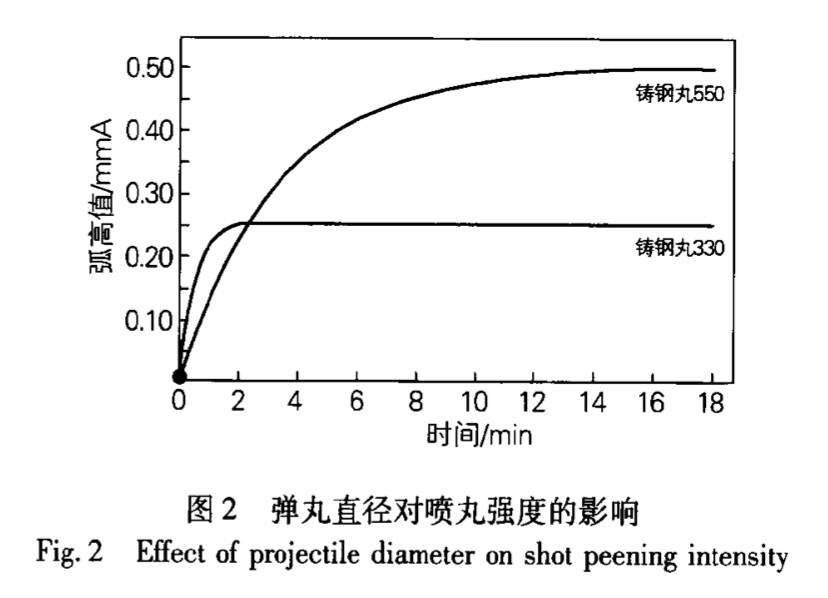
彈丸是噴丸強化工藝中使用的形狀為球形或無棱角的圓柱形的實心介質材料。確定彈丸類型后,彈丸 硬度和直徑則是另外兩個重要的噴丸參數。理論上在 增加彈丸硬度和丸徑的情況下,可以增大殘余壓應力 層的深度和最大壓應力值。選取鑄鋼丸550和330進 行試驗,在保持空氣壓力、流量等其他參數不變的情況 下,持續擊打試片表面,最終獲得兩種彈丸各自的飽和 曲線及噴丸強度,試驗結果見圖2。根據試驗結果,最?終鑄鋼丸550的噴丸強度為0.508?mmA,而鑄鋼丸 330的噴丸強度僅為0.254 mmA,證明在同等噴丸參 數下,彈丸直徑越大,強度越高。同時需要注意的是, 雖然增加彈丸硬度和丸徑將使殘余壓應力層的深度和 最大壓應力值增大,但是同時也會增大表面粗糙度值。
2.2噴丸壓力和彈丸流量對噴丸工藝的影響
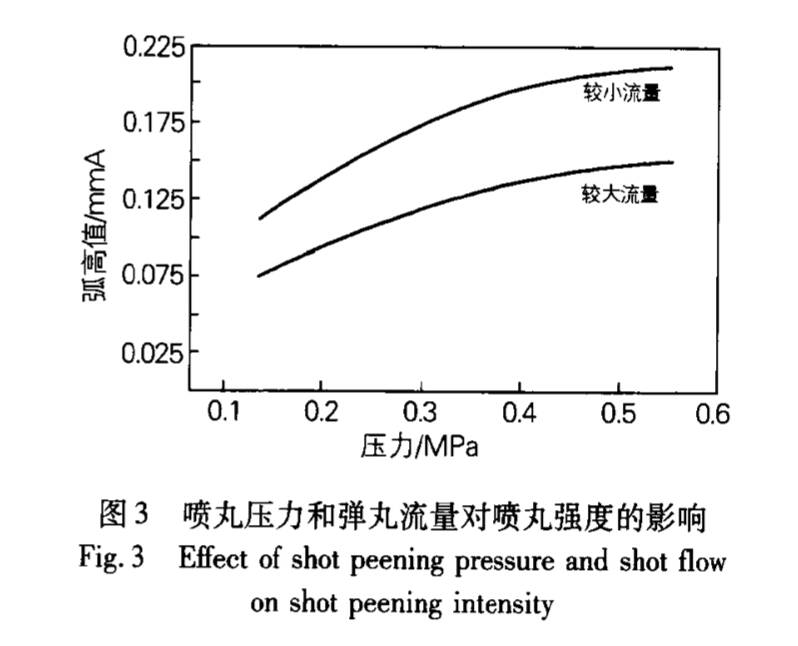
噴丸時,彈丸在一定壓力氣流帶動下,產生動能形 成彈丸流擊打材料表面。氣流壓力及彈丸流量的大小 決定了彈丸的速度,從而決定了零件表面材料的變形 程度,即噴丸強度高低。在其他噴丸參數不變的情況 下,噴丸氣壓越高,彈丸流量越小,彈丸速度越快,形成 的最大殘余壓應力值越大,殘余壓應力場也越深,與此 同時零件表面的粗糙度值也越大。故在選擇噴丸壓力及彈丸流量時,在達到表面強化要求的前提下要兼顧 噴丸損傷。保持其它噴丸參數不變,選取不同的噴丸 壓力及彈丸流量進行試驗,最終試驗結果見圖3。根據試驗結果,在相同氣壓條件下,較低的流量對應較快 的彈丸速度,對應的噴丸強度越高;在相同彈丸流量下,噴丸壓力越大,彈丸速度越快,噴丸強度越高。
2.3?噴嘴至零件表面的距離對噴丸工藝的影響?
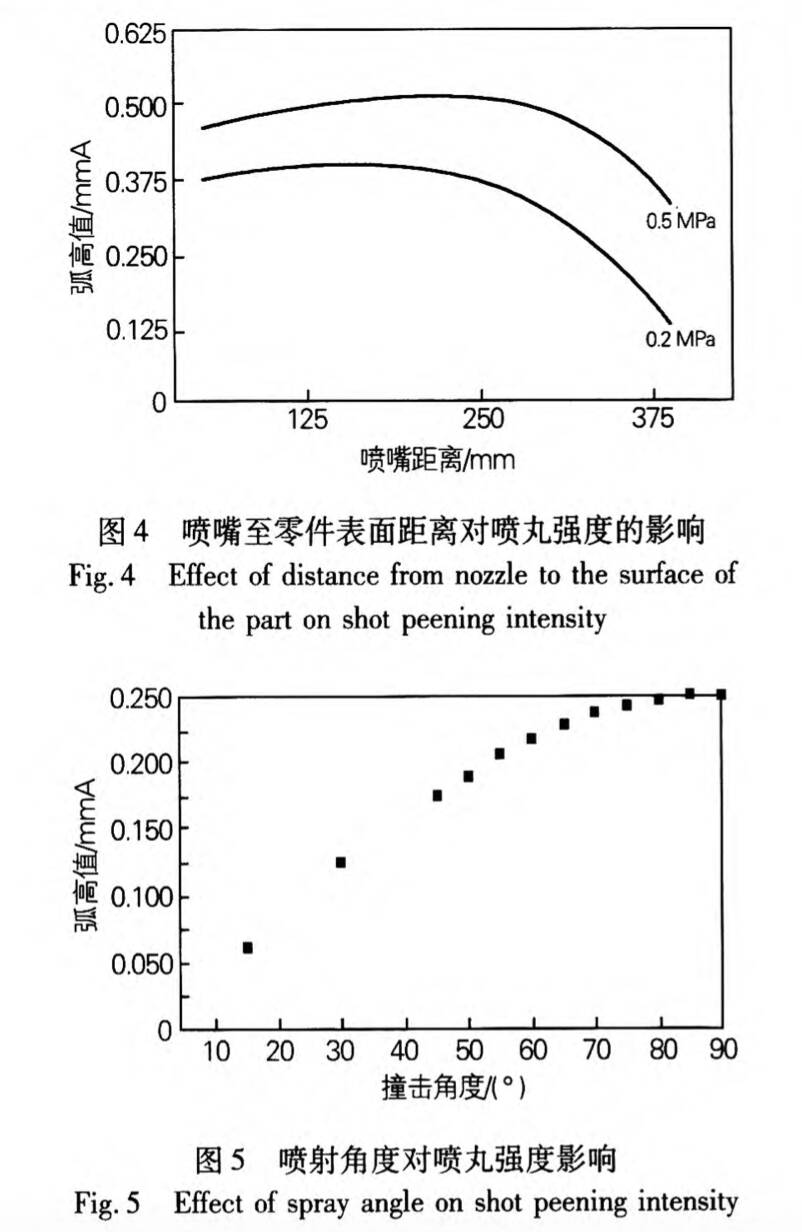
保持其它噴丸工藝參數不變選擇0.2 MPa和?0.5?MPa兩組氣壓,通過調整噴嘴至零件距離進行噴丸試驗,在兩組氣壓下的試驗結果如圖4。根據試驗 結果,隨著噴嘴距離遠離零件表面,噴丸強度開始變化 不明顯,而后顯著下降,在兩組氣壓條件下得到的結果 幾乎相同,據此得出結論,在一定距離范圍內(75~?250?mm),在其它噴丸參數相同的情況下,噴嘴至零件 表面的距離對噴丸強度影響不大。
2.4彈丸與零件表面的噴射角度對噴丸工藝的影響
保持其它噴丸工藝參數不變,改變彈丸與零件表 面的噴射角度進行噴丸試驗,最終試驗結果見圖5。 根據試驗結果,隨著彈丸與零件表面噴射角度增加,噴 丸強度有一個比較明顯的增加過程,而后趨于平穩,在 90度時達到最大值,據此可以得出結論,噴射角度在45~90度。范圍內,噴射角度對噴丸強度的影響不大, 45度噴射時,噴丸強度為0.18 mmA,當噴嘴垂直噴射, 得到的強度最大,為0.254 mmA,噴丸效果最佳。
2.5噴丸時間對噴丸工藝的影響
2.5.1 確定不同噴丸參數下的噴丸強度
保持其它噴丸參數設定不變,選取相同規格的一 組試片在不同的時間長度下進行噴丸,進而獲得該規 格試片的弧高值隨噴丸時間變化的數據,最終繪制出 弧高值曲線圖(飽和曲線)。在該曲線上,當噴丸時間 增加一倍,弧高值的增量等于10%的那一點即為噴丸 飽和點,該點對應的弧高值即為當前噴丸參數下的噴 丸強度。在實際生產中,通常對噴丸強度值有具體要 求,可以使用該方法驗證當前噴丸參數是否滿足技術 條件要求。
2.5.2時間對噴丸覆蓋率的影響
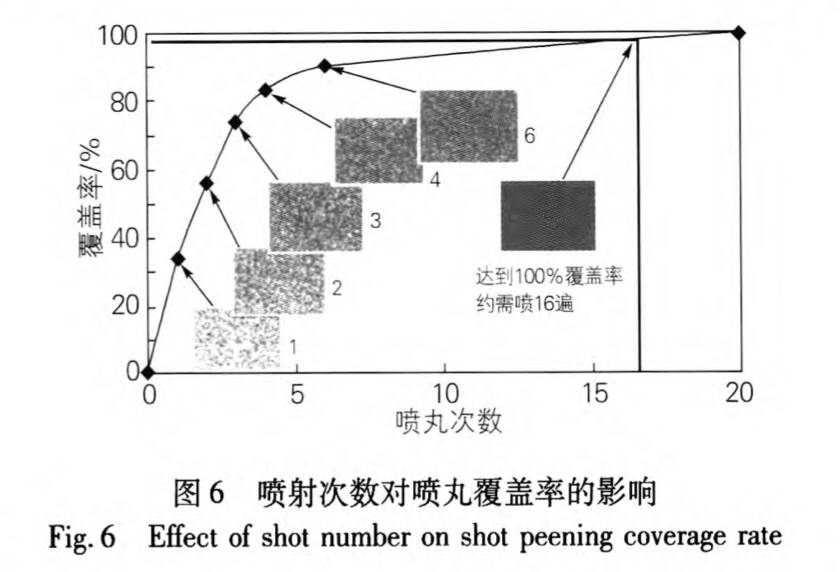
采用一組噴丸工藝參數進行重復噴丸試驗,根據試驗結果,在第16次噴丸完成后,試片表面覆蓋率達到100%,噴丸次數對噴丸覆蓋率的影響見圖6。理論上噴丸時間僅影響噴丸覆蓋率(凹痕的數量),不會影響噴丸強度。因此為了提高噴丸效率,一般在滿足噴丸強度的前提下,盡可能提高彈丸流量,進而縮短噴丸工藝的時間。需要注意的是噴丸次數并不是越多越 好,當噴丸覆蓋率達到200%或者更高時,可能會造成 零件表面損傷,進而降低零件的疲勞壽命。
3?噴丸工藝試驗?
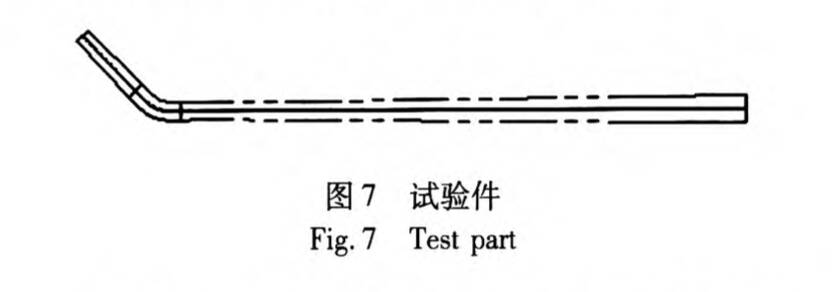
試驗選擇材料為6150高強度彈簧鋼,硬度為50?HRC,內徑為?15 mm,外徑?22 mm,在距一端約153?mm處?彎曲角度為130度,展開直線長度約為1100?mm的彎管?進行內壁噴丸強化(如圖7所示),內壁強度要求在?0.305~0.406?mmA范圍內,覆蓋率達到100%。
細長孔、彎曲類零件的噴丸強化處理的機械特性 與普通工件外表面或大口徑型腔內表面噴丸強化處理 的機械特性并無本質的差異,但實現其強化所要求的 機械特性的工藝方式和工藝過程有很大的不同,具體 表現在通過柔性噴槍的旋轉,采用間接的噴射方式,完 成對內壁及彎曲部分的噴丸強化過程,最終對阿爾門 試片的分析結果表明,試驗件各處噴丸強度穩定,覆蓋 率均勻,噴丸效果良好。
根據第2節的研究結果進行試驗以確定試驗件內 壁噴丸的各項參數。先隨機選擇一組噴丸工藝參數, 在該參數下對阿爾門試片進行噴丸試驗以繪制飽和曲 線,最終確定該參數下的噴丸強度,如不滿足技術條件 要求,需對部分參數進行調整后重新進行試驗,經過多反復試驗后,即可獲得滿足要求的噴丸工藝參數,需要注意的是,在調整參數時,盡可能將彈丸流量調高,以提高噴丸效率。
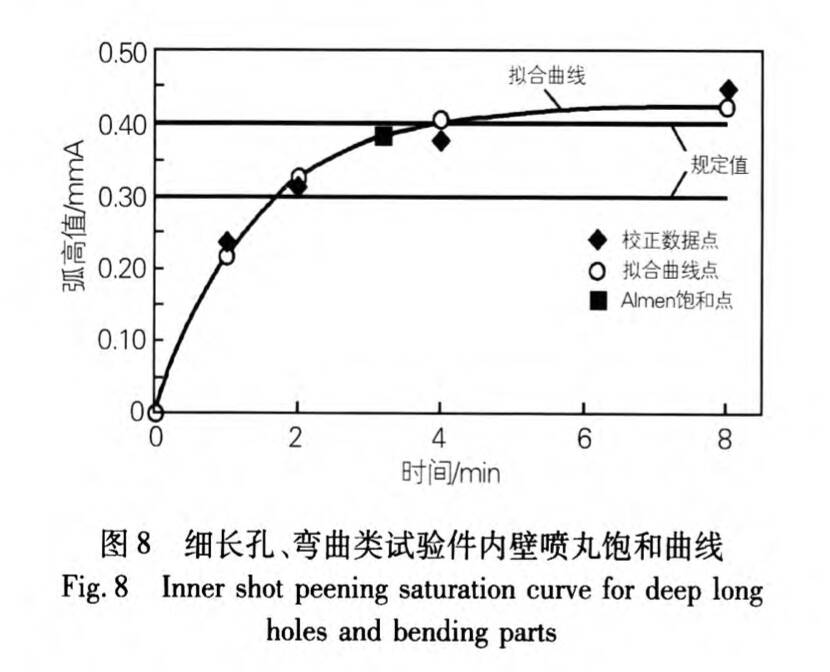
根據以上研究,最終確定內壁噴丸工藝參數見表1,依據表1工藝參數進行內壁噴丸試驗,并根據ALMEN試片值繪制飽和曲線圖(如圖8)。根據研究結果,此參數下的噴丸強度值為0.381 mmA,在技術條件要求的o.305~0.406?mmA范圍內,同時覆蓋率達到100%的要求。

4 內孔噴丸結論
以生產實際需求為導向,研制一套新型的柔性內孔噴丸裝置,基于對柔性噴嘴的優化,解決了傳統的長深孔、彎曲類零件內孔噴丸工藝存在的強度失穩、彎曲
角度區域覆蓋率不高的問題,保證了長深孔彎曲類零的內壁噴丸質量。
在其他噴丸參數保掙叵定的情況下:1彈丸直徑越大,強度越高;2一定的距離范圍內,噴嘴至零件表面的距離對弧高值影響不大;3噴丸壓力越高,流量越小,彈
丸速度越快,從而形成的最大殘余壓應力值越大,殘余噴丸過程中的能量轉化及殘余應力壓應力場也越深,造成零件表面的粗糙度值就越大; 4彈丸與零件表面的噴射角度在450一900范圍內對噴 丸強度的影響不大;5噴丸時間僅影響覆蓋率和產生凹 痕的數量,不會影響強度以及產生凹痕的大小。
通過對內徑?15 mm,彎曲角度130。,孔徑比為0.01的零件內孔噴丸技術研究,飽和點噴丸強度為?0.381?mmA滿足0.305~0.406?mmA范圍內和覆蓋率達到100%的技術要求,提出了一種新型的噴丸方法, 打破了國外在該行業的技術壟斷,為提升我國高技術 裝備制造水平具有重要意義。
我司專業設計生產各類深長孔、內孔噴丸強化設備,設計最小噴丸內徑可控制在?5mm,具體噴丸設備和工藝可聯系我們,具體定制生產,我們同時承攬內孔噴丸強化代工服務。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.syzsxby.com/1952/
 微信聯系咨詢
微信聯系咨詢 