目前,鋼板涂裝前的表面處理主要采用酸洗和干式拋丸,酸洗污染環境,酸洗板有過酸洗、欠酸洗 等缺陷;干式拋丸粉塵大、除鱗效果差、效率低。介紹了一種濕式拋丸除鱗新工藝,能有效解決上述問題。處 理后的鋼板表面粗糙度對涂裝質量有較大影響,作者研究了濕式拋丸工藝中鋼砂粒度、鋼板強度、處理時間、 拋射速度等工藝參數對粗糙度的影響規律,并研究了除鱗后的鋼板采用平整處理對粗糙度的影響規律,結果 可用于指導濕式拋丸處理。
1 引言
涂裝是工程機械產品制造工藝中的一個重要工序,其主要目的是實現設備的防腐、裝飾和標識 性能。涂裝前必須對鋼板表面進行預處理,以除 去鋼板表面的鐵銹、雜質等獲得干凈的表面,同時 毛化表面,提高涂層與基體的結合力。
常用的鋼板表面預處理方法有化學除銹法和機 械 除 銹 法。 化 學 除 銹 法 通 常 指 “酸 洗 法 ”,酸洗法處理的鋼板表面粗糙度低,但存在污染環境、易腐蝕設備、損害操作人員身體健康等缺點。
機械除銹法多采用干式拋丸法,拋丸法處理的鋼板 表面粗糙度大;除鱗率低;除鱗效率低;產生的大量 粉塵難以從磨料中徹底分離,易粘附在工件上,影響 表面質量;會升高金屬板帶的溫度,引起變形等[6]。
2 濕式拋丸工藝
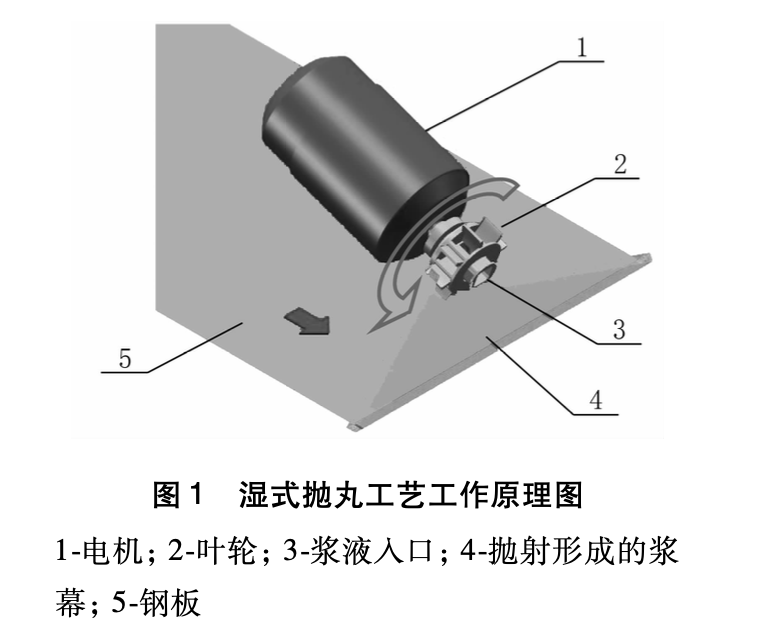
世界各國都在提倡清潔生產,倡導生產過程 綠色化,傳統的酸洗工藝已經被列為落后工藝,國外在20世紀60年代普遍淘汰酸洗工藝,而拋丸工藝滿足不了高質量表面和產能要求。為了能夠克服上述工藝缺陷,開發了一種濕式拋丸新工藝,其原理是將水與磨料均勻混合的漿液輸送 至 拋 丸 器 ,經 拋 丸 器 加 速 ,高 速 拋 射 至 鋼 板 表 面 , 以機械打擊方式清除鋼板表面的氧化層,其無塵、 無污染,是一種環保、高效的鋼板表面除鱗技術,工作原理如圖 1。

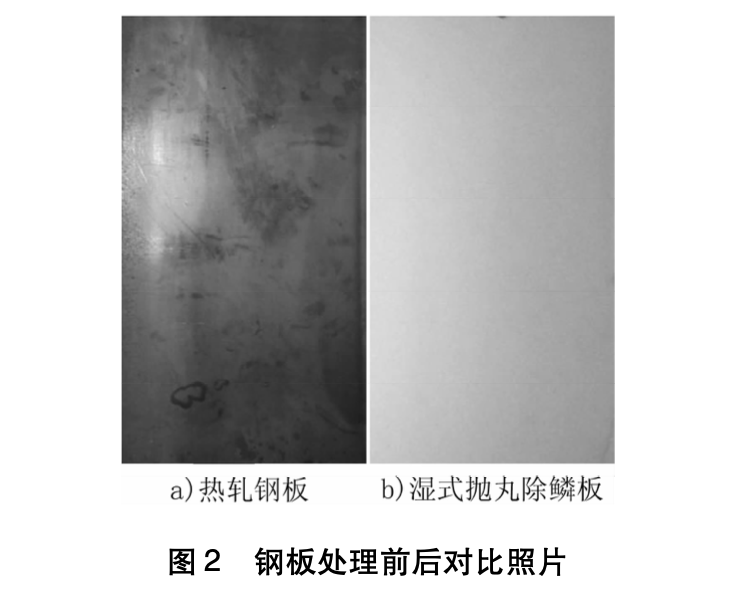
采用濕式拋丸法除鱗,可獲得均勻干凈的鋼 板表面。圖 2 為濕式拋丸工藝除鱗前后鋼板表面 對比圖,熱軋板經過濕式拋丸后,表面氧化層清理 效果明顯,光澤均勻;EDS 能譜分析結果顯示(見 圖 3),熱軋鋼板經濕式拋丸除鱗后,氧元素消失, 表明氧化層已被徹底清除。
采用濕式拋丸法除鱗,可獲得均勻干凈的鋼 板表面。圖?2?為濕式拋丸工藝除鱗前后鋼板表面 對比圖,熱軋板經過濕式拋丸后,表面氧化層清理 效果明顯,光澤均勻;EDS?能譜分析結果顯示(見 圖?3),熱軋鋼板經濕式拋丸除鱗后,氧元素消失, 表明氧化層已被徹底清除。
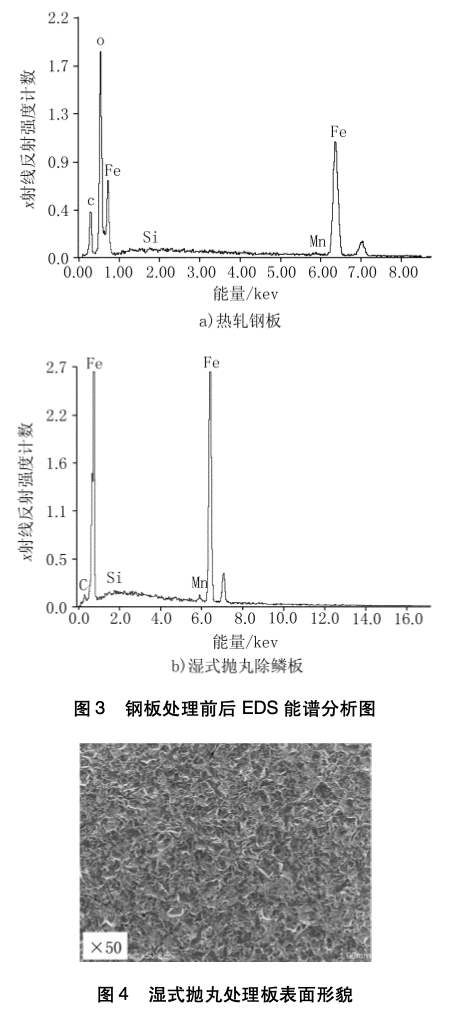
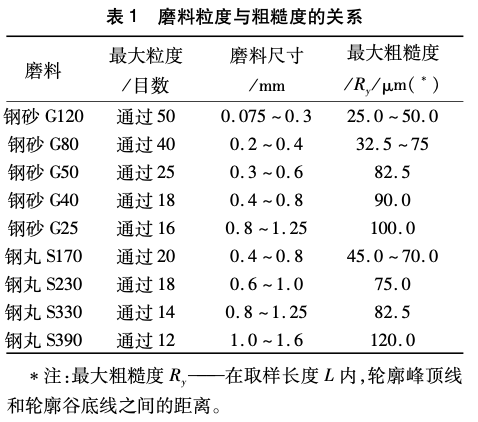
圖 4 為處理鋼板表面放大 50 倍形貌照片,經 磨 料 打 擊 后 ,鋼 板 表 面 產 生 微 小 的 凹 坑 、犁 溝 ,粗 糙度相比酸洗板有所提高。
鋼板表面粗糙度太小不利于涂膜附著力的提高 ,但 粗 糙 度 過 大 ,會 使 涂 膜 分 布 不 均 勻 ,導 致 波峰 處 膜 厚 不 足 ,易 引 起 “點 銹 ”,而 在 波 谷 凹 坑 處會截留氣泡成為涂膜起泡的根源,這些均會影響涂 層 質 量 ,涂 層 的 耐 腐 蝕 性 能 降 低。 因 此 ,如 何控制鋼板表面粗糙度是濕式拋丸除鱗工藝應該重點考慮的一個問題,實驗中,通過改變多種工藝參 數,以及采用后處理設備對鋼板進行處理,研究粗 糙度變化規律。
3 粗糙度控制
3.1 磨料顆粒度及原材料對粗糙度的影響
濕式拋丸除鱗過程實際上是磨料顆粒不斷打擊被清理表面的過程,磨料的動能為:
E = 1/2(mv*v)
式中 m—顆粒質量; v—顆粒速度。
由公式(1 )可見:磨料顆粒大小及密度決定了打擊效率和粗糙度的大小。磨料顆粒大、密度 大,動能就大,表面粗糙度也大,但顆粒數 /質量比 小,在單位時間內對鋼板表面沖擊次數較少;相 反,磨料顆粒小、密度小,動能就小,造成的粗糙度 也小,而顆粒數 /質量比大,在單位時間內對鋼板 表面沖擊次數多,覆蓋率高,見表 1 。
濕式拋丸工藝采用鋼砂與水的均勻混合漿體 作為介質。不規則形狀的鋼砂與鋼丸相比,清理 效 率 高 ,工 件 亮 度 大 ,清 理 更 徹 底 ,但 表 面 粗 糙 度 略高;與非金屬磨料相比,它的優勢更加明顯: 1金屬磨料使用壽命長,清理成本低(1t 鋼砂的工作量相當于 200t 石英砂的工作量),經濟效益 明 顯 ;2 可 進 行 砂 塵 、砂 水 分 離 ,有 利 于 環 保 和 工 人身體健康;3金屬磨料的硬度、粒度和顆粒狀形 狀都有很大的選擇范圍,實際使用時可以采用鋼 丸 、鋼 砂 、鋼 絲 切 丸 混 合 搭 配 的 辦 法 ,使 表 面 處 理 質 量 (包 括 清 潔 度 與 粗 糙 度 )可 得 到 保 證。
鋼板處理后表面粗糙度?Ra?值一般不能大于 底漆的厚度,應控制在涂層總厚度的?25% ~30%?范圍內。通常電泳漆膜厚度在?15μm ~30μm之間,則粗糙度Ra?應控制在3.75μm~9.0μm,結 合表2并依據GB/T1031中Ra與Ry關系,應選 擇?G40 ~G120?規格范圍的鋼砂。

生產過程中,在滿足表面粗糙度要求的前提 下 ,盡 可 能 選 用 較 大 的 鋼 砂 ,以 提 高 清 理 效 率 ,最 好使用級配鋼砂,即由不同名義尺寸的鋼砂混合 組成,可同時兼顧沖擊力和覆蓋率。實驗采用兩 種級配鋼砂方案:一是由 50%G80 +50%G120 組 成;二是由 50%G50 +50%G80 組成。
實驗中拋丸器設定轉速 1600r/min,在此條件 下采用兩種級配鋼砂,對不同強度的鋼板進行處 理,以除鱗率達到 Sa3.0 為標準,測量最終的鋼板 表面粗糙度,實驗用鋼種及強度如表 2。兩種級 配鋼砂方案對不同強度鋼板除鱗的最終粗糙度曲 線如圖5。
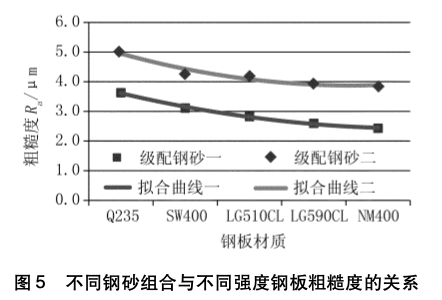
從 統 計 數 據 看 ,相 同 的 鋼 種 ,鋼 砂 顆 粒 度 小 , 粗糙度也小;采用同一級配鋼砂處理,高強度的鋼 板,抵抗沖擊載荷的能力強,鋼砂沖擊所形成的凹 坑小,粗糙度低,而低強度的鋼板粗糙度大。
3 .2 處理時間對粗糙度的影響
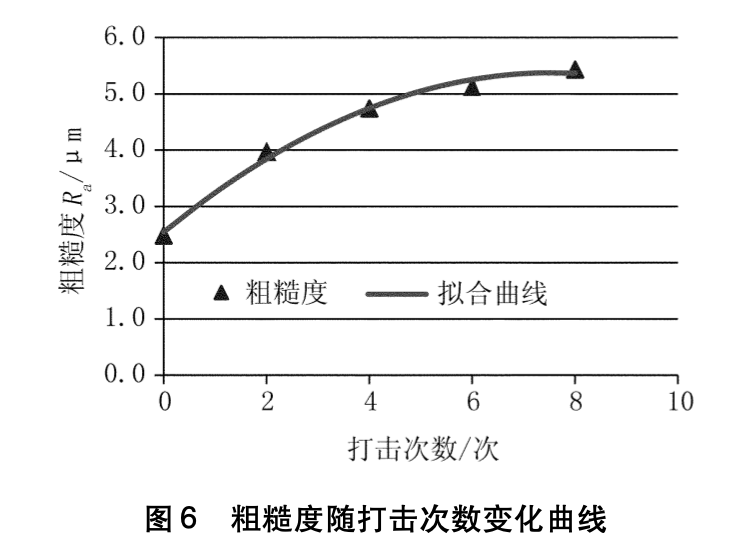
實驗中發現,隨著打擊次數的增加,鋼板表面粗糙度也不斷變化,最后趨于穩定。采用 50% G50 +50%G80 級配鋼砂對 Q235 材質鋼板進行 除鱗,以除鱗徹底達到 Sa3.0 為標準,最終表面粗 糙度約為 Ra5.5μm,粗糙度隨打擊次數變化曲線 如圖6。
3 .3 拋射速度對粗糙度的影響
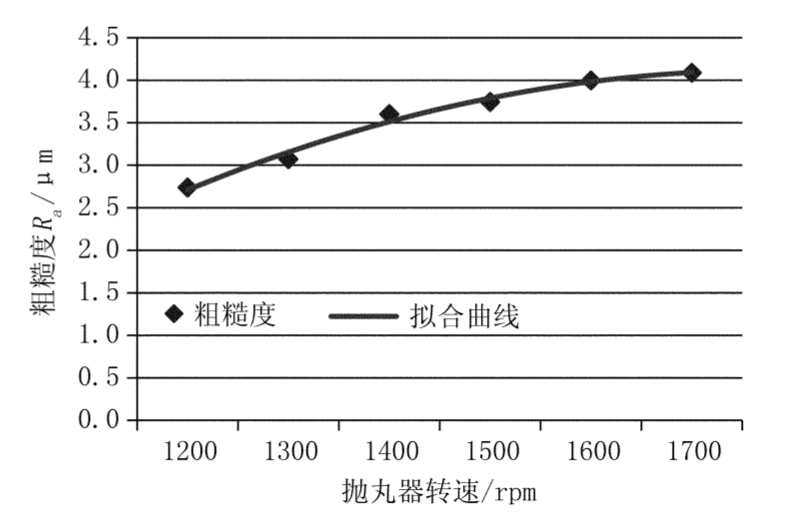
由公式(1?)可見,除磨料顆粒大小是影響粗糙度的因素之一外,拋射速度對粗糙度的影響更 大。在相同的條件下,拋射速度以拋丸器轉速代 替,采用 50%G50 +50%G80 級配鋼砂對 Q235 材 質鋼板進行除鱗,以除鱗徹底達到 Sa3.0 為標準, 測得粗糙度與拋射速度的關系曲線如圖 7。
3 .4?平整對粗糙度的影響
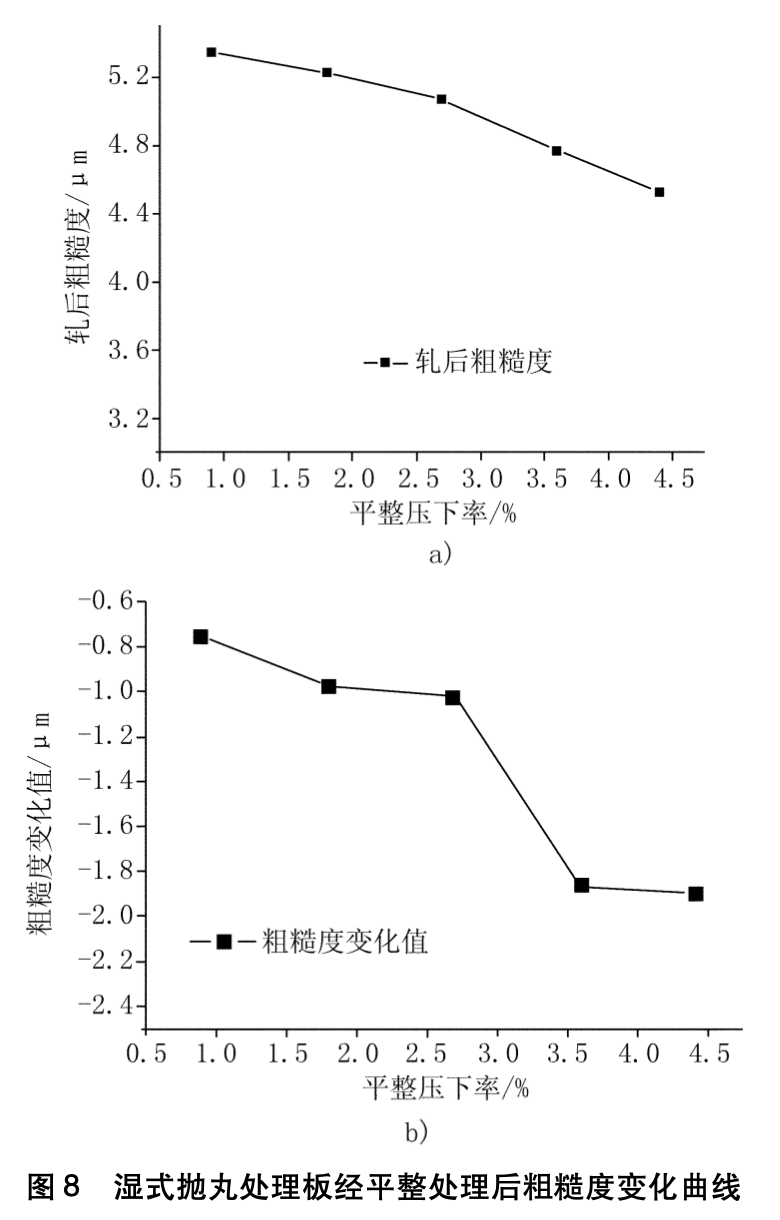
平整是通過小壓下量的軋制變形,使帶鋼獲得必要的性能和表面質量,消除屈服平臺,滿足后 工序加工的要求,通過微小的壓下率使帶鋼表面 更加平坦,可以降低粗糙度。經 50%G50 +50% G80 級配鋼砂除鱗的鋼板,表面粗糙度 Ra 約為 5.0μm ~6.5μm,采用不同壓下率對其進行平整 處理,粗糙度變化曲線如圖 8。
可見,經過平整,鋼板表面粗糙度有明顯降 低 ,因 此 ,對 粗 糙 度 要 求 嚴 苛 的 用 戶 ,可 在 濕 式 拋 丸設備之后配置一臺平整機。如果結合上述幾種 方 法 ,既 能 獲 得 滿 意 的 除 鱗 效 率 、降 低 生 產 成 本 , 又能有效控制除鱗后鋼板的表面粗糙度。
4 結論
1)采用顆粒度小的鋼砂除鱗獲得的粗糙度 小,反之粗糙度大;高強度的鋼板除鱗后粗糙度 小,低強度的鋼板形成的粗糙度大;
2)鋼板表面粗糙度與磨料拋射速度有密切的 關系,打擊速度越大,表面粗糙度越高;
3)拋丸時間或打擊次數對鋼板的表面粗糙度 也有影響,隨著拋丸時間的增加,粗糙度值趨于某 一定值;
4)通過調整拋丸工藝參數控制粗糙度有限, 可以通過平整軋制的方式來進一步降低粗糙度。
專業濕式拋丸機設備制造商,可以根據客戶要求設計生產復合拋丸需要的濕式拋丸機,電話:182 0189 8806。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.syzsxby.com/1777/
 微信聯系咨詢
微信聯系咨詢 